

咨询热线:
13929464938 (微信同号)
咨询热线:
13929464938 (微信同号)
优化注塑工艺参数以减少透明厚壁塑件变形,需从温度、压力、冷却、速度等多维度协同调整,核心目标是平衡熔体流动平衡性、冷却均匀性和内部应力分布。以下是关键优化方向及具体措施:
一、温度控制:均衡熔体与模具散热
1. 料筒温度:避免过热或冷却不足
原则:在材料熔融指数允许范围内,采用中下限温度(如 PC 取 280~300℃,PMMA 取 230~250℃),降低熔体热焓值,减少冷却阶段收缩量。
风险点:温度过低易导致充模困难、熔接痕明显;过高则加剧分子降解,冷却后收缩率增大。
2. 模具温度:提升均匀性与保温能力
模温设定:
高模温(如 PC 100~120℃,PMMA 60~80℃)延长熔体在模内的冷却时间,促进分子松弛,减少冻结应力。
采用分区温控(如型腔 / 型芯独立控温),温差控制在 ±2℃以内,避免局部过热或过冷导致收缩不均。
冷却介质:使用油温机替代水冷,提升控温精度(波动≤±1℃),尤其适合厚壁件缓慢冷却需求。

二、压力与速度:抑制应力累积
1. 注射压力:分段控制避免高压锁模
多级压力设定:
充模阶段:中低压(60~80MPa)慢速充模(20~30mm/s),减少熔体剪切生热与分子取向。
保压阶段:采用阶梯式保压(如第一段 80% 峰值压力,持续 5~10s;第二段 50% 压力,持续至浇口冻结),总保压时间占周期 25%~35%。
背压:低背压(3~5MPa)减少螺杆旋转时的剪切应力,避免材料降解。
2. 保压压力与时间:精准匹配冷却速率
压力衰减:通过压力传感器实时监测,当浇口处熔体冻结(压力曲线骤降点)时,立即停止保压,避免过度补缩导致反向应力。
案例:厚壁 PC 件(壁厚≥5mm)保压时间可延长至 20~30s,但需配合模温提升(如 110℃),防止表层提前固化而内部收缩。

三、冷却系统:强化均匀性与效率
1. 水路设计优化
结构:采用螺旋式水路环绕型腔,或 “隔板式 + 水井” 组合结构,确保厚壁区域(如筋位、凸台)冷却充分。
流速与温度:冷却介质流速≥1.5m/s,入口温度比模温低 10~15℃(如模温 100℃时,油温设定为 85℃),避免温差过大导致表层急冷。
2. 冷却时间:基于固化层厚度计算
公式估算:tc=2π2αh2⋅ln(π2⋅ΔT8)
(h为塑件厚度,α为材料热扩散系数,ΔT为允许温差)
目标:确保脱模时塑件中心温度接近热变形温度(如 PC≥130℃),表面与中心温差≤15℃,减少脱模后收缩变形。

四、其他工艺参数协同调整
1. 注塑速度:低速充模减少取向
分段速度控制:
充模初期:低速(15~25mm/s)平稳推进,避免熔体喷射;
充模后期:进一步降速(10~15mm/s),接近充满时采用 “微速”(5mm/s),减少冲击压力。
风险提示:速度过慢可能导致熔体提前冷却,需配合料温与模温提升。
2. 脱模设计:降低顶出阻力
顶针布局:在厚壁区域加密顶针(间距≤30mm),采用大直径顶针(直径≥4mm)或推板脱模,避免局部应力集中。
脱模斜度:透明件脱模斜度≥1.5°,厚壁件可增至 2°~3°,减少脱模摩擦力。
3. 后处理:退火消除残余应力
工艺:塑件置于烘箱中,以高于玻璃化转变温度(Tg)10~20℃保温(如 PC 120℃×2h),随炉冷却至室温。
作用:使冻结分子链进一步松弛,降低内应力(可通过偏振光应力仪检测,应力纹明显减少)。

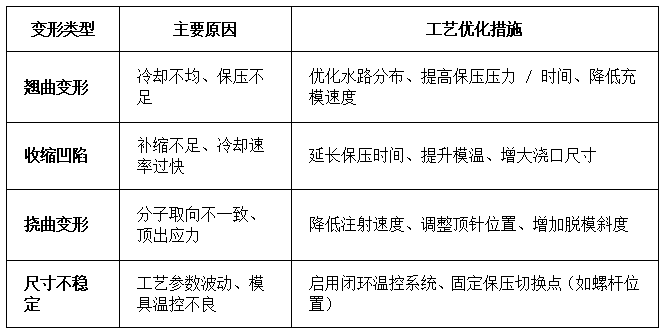
五、典型缺陷与工艺调整对照表





 全国服务热线
全国服务热线