

咨询热线:
13929464938 (微信同号)
咨询热线:
13929464938 (微信同号)
多年来我们已经制作了数十万个模具!凭借如此丰富的经验,它符合我们所看到的设计领域,其中注塑加工专业知识显而易见,而其他设计则无法生产功能性工具和高质量零件。让我们来谈谈应该注意的六个可避免的美学问题,这些问题在模制零件中可能会出现:下沉、翘曲、阻力、漩涡、熔合线和飞边。您对这些了解得越多,获得结构合理且美观的零件和产品的机会就越大。
在某些方面,注塑加工成型零件就像烘烤蛋奶酥。如果内部不能很快凝固,顶部就会慢慢地自行塌陷,给你留下一份可以食用的甜点,但在美观上却不太令人满意。与模制件相同。
水槽看起来像模制件表面上的一个凹坑。这是由于比正常横截面更厚、零件设计不均匀或浇口位置不当(热塑料首先进入模具型腔的门口)造成的。聚丙烯和乙缩醛都容易下沉。如果您选择纤维或玻璃填充材料,它们会产生更强的粘合力并且不太可能下沉。从设计角度来看,避免此问题的一种方法是遵循我们的壁厚建议对于每种材料,建议工件的最小壁厚不少于其最厚部分的 40% 至 60%。另外,只要有可能,模具内的材料流动应从厚流向薄,因此您可能必须重新调整模具型腔的方向或将浇口放置在最初为装饰表面保留的区域。
虽然厚特征肯定会带来问题,但你也可能在另一个方向走得太远。薄特征是设计零件时需要牢记的另一件重要事情。例如,如果您的零件中内置有肋条以提供支撑,但这些肋条太薄,它们的冷却速度会比周围材料快得多。这种快速冷却的表现与厚区域类似,在零件外部表现为凹陷或阴影痕迹。薄的区域也很难弹出,这意味着您可能会看到零件变形,甚至是针冲孔。横截面非常薄的区域也难以填充或推动塑料穿过,这可能导致零件填充不完全或焊缝未完全粘合的薄弱区域。

刚才我们提到纤维或玻璃填充材料可以增强材料中的粘合力,从而有助于避免下沉。不利的一面是,如果您选择这些,则更有可能遇到扭曲问题。原因如下:当注塑加工零件冷却时,玻璃纤维往往会沿同一方向排列,从而产生内应力。此外,当您设计的零件对于目标材料来说壁太薄时,它可能会像薯片一样卷曲。嗯?不会。这是一种变形,可以通过遵循与水槽相同的规则(即保持在一般壁厚准则内)来轻松避免。具有内部支撑结构的零件(支撑薄壁的角撑板或大平面的罗纹)最能防止翘曲。
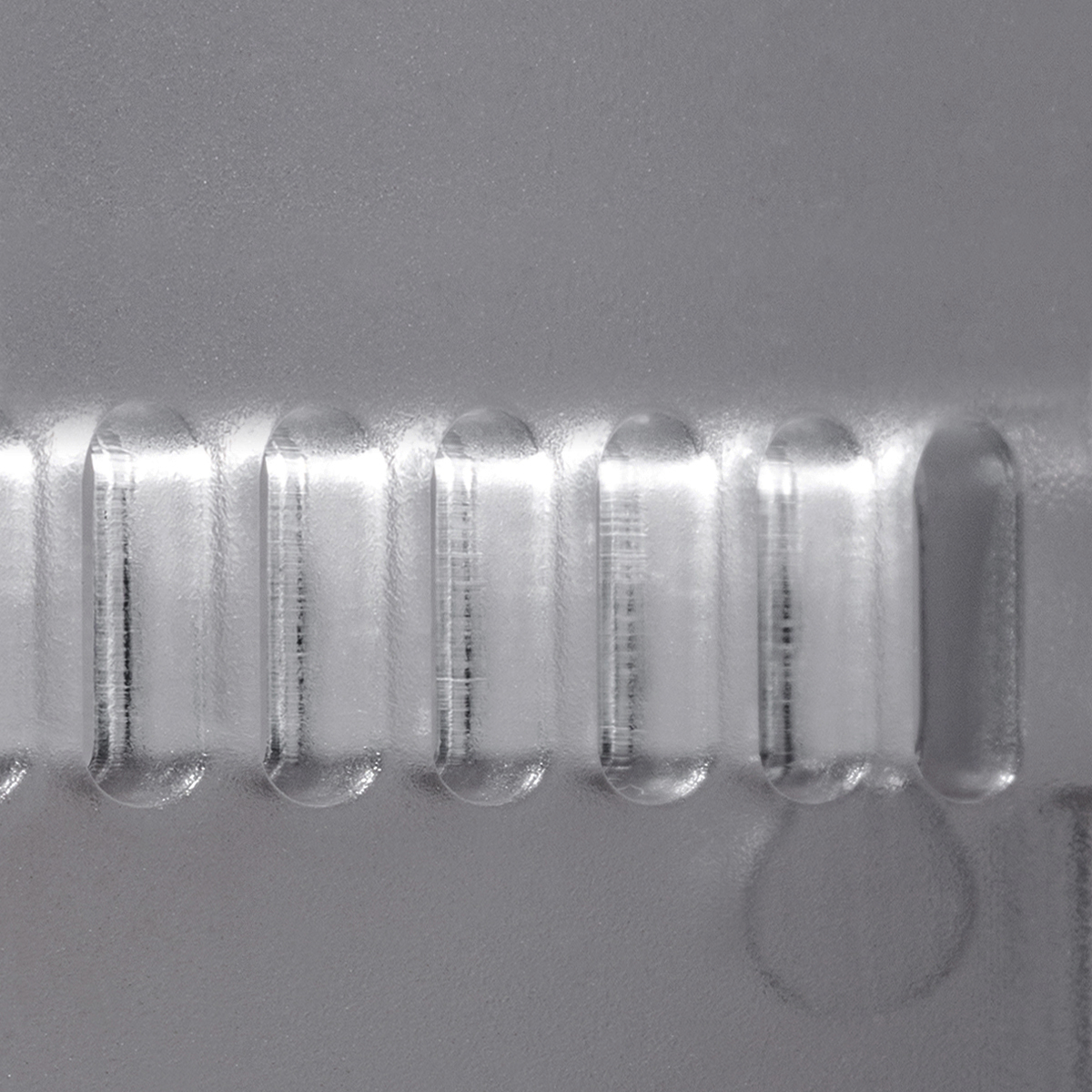
注塑加工零件时最令人满意的事情之一是顶针将零件弹出而不被钩住。您可以通过添加足够的草稿来确保发生这种情况。蛋糕盘向顶部扩展是有原因的:它使您的甜点更容易整块出来。这就是拔模,它是任何模具设计的重要组成部分。垂直壁(表面与模具操作方向平行的壁)应具有 1/2 度的最小拔模角。想要真正安全吗?2 度甚至更好,而纹理丰富的表面可能需要 5 度或更多度才能使零件令人满意地弹出。如果没有适当的拔模斜度,零件弹出即使不是不可能也会变得困难,并且丑陋的拖曳线或刮痕可能会破坏零件的美观。

那种沉沦的感觉
在某些方面,注塑加工零件就像烘烤蛋奶酥。如果内部不能很快凝固,顶部就会慢慢地自行塌陷,给你留下一份可以食用的甜点,但在美观上却不太令人满意。与模制件相同。
水槽看起来像模制件表面上的一个凹坑。这是由于比正常横截面更厚、零件设计不均匀或浇口位置不当(热塑料首先进入模具型腔的门口)造成的。聚丙烯和乙缩醛都容易下沉。如果您选择纤维或玻璃填充材料,它们会产生更强的粘合力并且不太可能下沉。从设计角度来看,避免此问题的一种方法是遵循我们的壁厚建议对于每种材料,建议工件的最小壁厚不少于其最厚部分的 40% 至 60%。另外,只要有可能,模具内的材料流动应从厚流向薄,因此您可能必须重新调整模具型腔的方向或将浇口放置在最初为装饰表面保留的区域。
虽然厚特征肯定会带来问题,但你也可能在另一个方向走得太远。薄特征是设计零件时需要牢记的另一件重要事情。例如,如果您的零件中内置有肋条以提供支撑,但这些肋条太薄,它们的冷却速度会比周围材料快得多。这种快速冷却的表现与厚区域类似,在零件外部表现为凹陷或阴影痕迹。薄的区域也很难弹出,这意味着您可能会看到零件变形,甚至是针冲孔。横截面非常薄的区域也难以填充或推动塑料穿过,这可能导致零件填充不完全或焊缝未完全粘合的薄弱区域。
刚才我们提到纤维或玻璃填充材料可以增强材料中的粘合力,从而有助于避免下沉。不利的一面是,如果您选择这些,则更有可能遇到扭曲问题。原因如下:当零件冷却时,玻璃纤维往往会沿同一方向排列,从而产生内应力。此外,当您设计的零件对于目标材料来说壁太薄时,它可能会像薯片一样卷曲。嗯?不会。这是一种变形,可以通过遵循与水槽相同的规则(即保持在一般壁厚准则内)来轻松避免。具有内部支撑结构的零件(支撑薄壁的角撑板或大平面的罗纹)最能防止翘曲。

没有人希望自己的零件看起来像大理石蛋糕。为了避免这种情况,请为您的零件添加颜色。我们库存了 40 多种标准着色剂,这些着色剂在成型运行前与天然树脂颗粒混合。组合通常非常接近目标颜色,但最终产品可能会因所使用的聚合物、工具的纹理和抛光以及混合过程中的旋转而有所不同。如果您希望零件具有相同的颜色匹配,最好从外部供应商购买颜色匹配的预混树脂。我们接受大多数客户提供的树脂。
关于针织线的挑剔
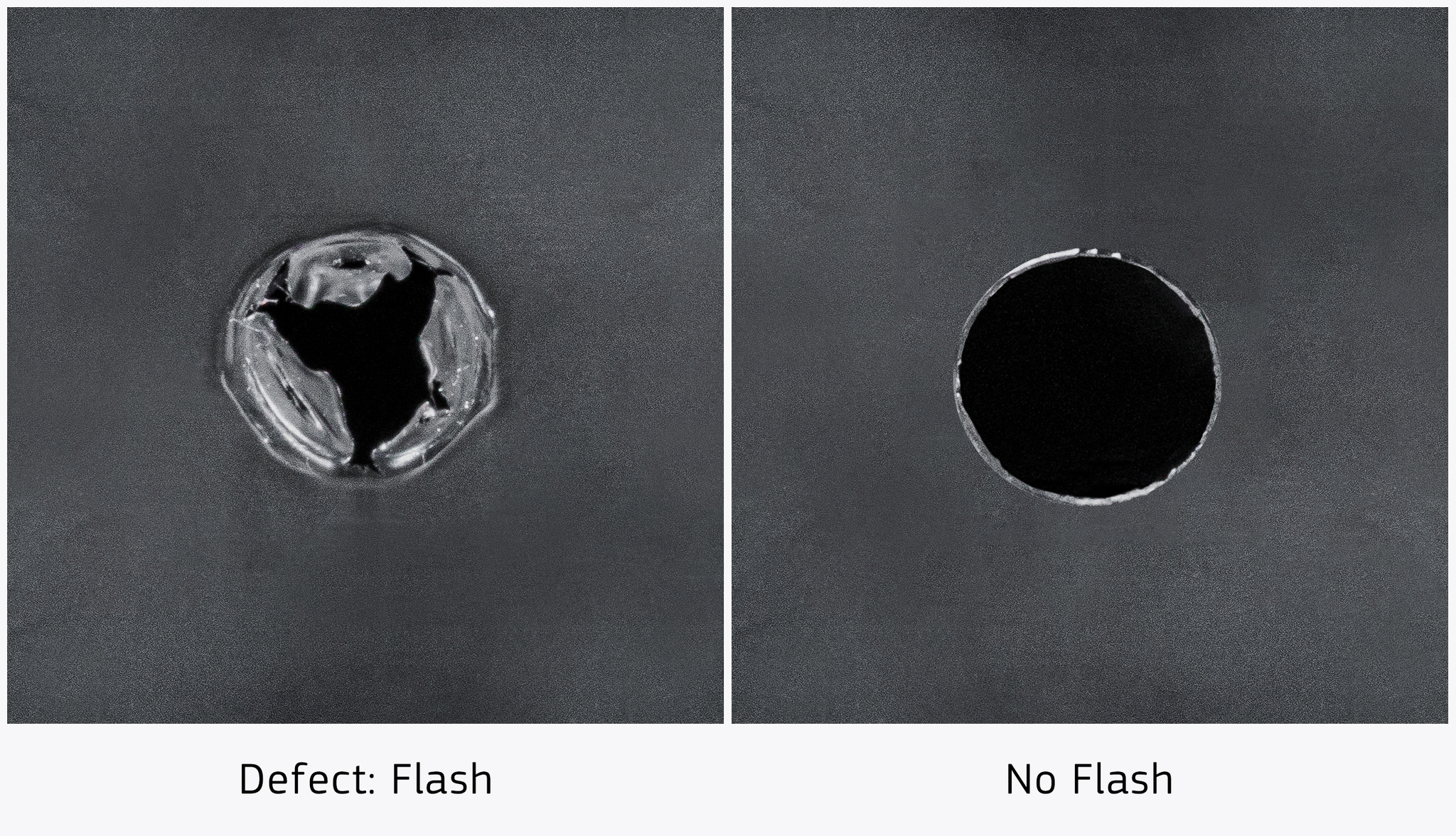
当两股熔融塑料在模具中相遇时,它们能否和平地混合在一起值得怀疑。相反,他们更有可能保持分离,中间有一条分界线。您经常会在孔或其他核心特征的边缘看到它们。在大多数情况下,编织线纯粹是装饰性的,但就像沿着边缘粘合的两块木头一样,如果遇到很大的压力(例如来自螺钉的压力),该点可能会失效。在这种情况下,在孔周围设计一个加强凸台特征是一个很好的预防措施,或者完全跳过该孔,然后再钻孔





 全国服务热线
全国服务热线